As Industrial Internet of Things (IIot) strategies and more connected smart systems make their way onto the plant floor, more production data is available than ever before. While more data means more visibility into your operations, it can also be overwhelming for plant managers to determine what data to collect, how to contextualize the collected data, and how to analyze the data in a meaningful way.
A well-thought-out MES can take data from the plant floor, contextualize it, and make it available to the right people at the right time for improved decision making.
What is a Manufacturing Execution System?

A manufacturing execution system (MES) is a software that can track everything that happens on a shop floor from raw materials to final products and all the data it takes to complete the manufacturing process.
What MES Will Be in the Future

The MES of the future must address the biggest challenge of the shop floor - real time data delivery and analyzation.
Industry solutions are getting closer to addressing this issue by introducing cloud-based IIoT operating systems. With these systems, databases and data are hosted in the cloud, and manufacturers can use third-party apps to perform functions such as OEE or predictive maintenance.
Simply moving data to the cloud and adding analytics is not enough. How the data relates, and which data indicators of a well-running system are important considerations that must be made to implement an effective MES.
The C-suite wants production-level data
Engineers need visibility into maintenance issues
Plant managers are looking for data on the efficiency of individual processes
Easily providing this visibility into the plant floor is where a remotely accessible cloud-based MES solution is key. But manufacturers need to be sure the data is contextualized properly.
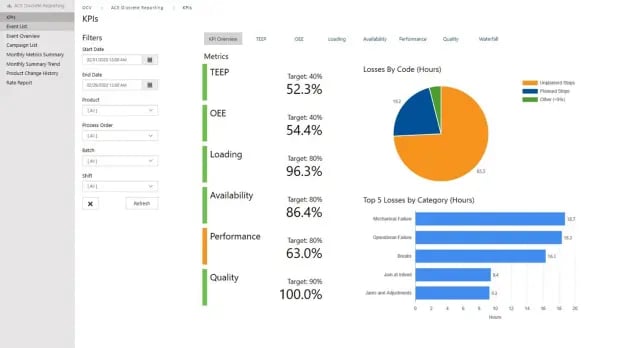
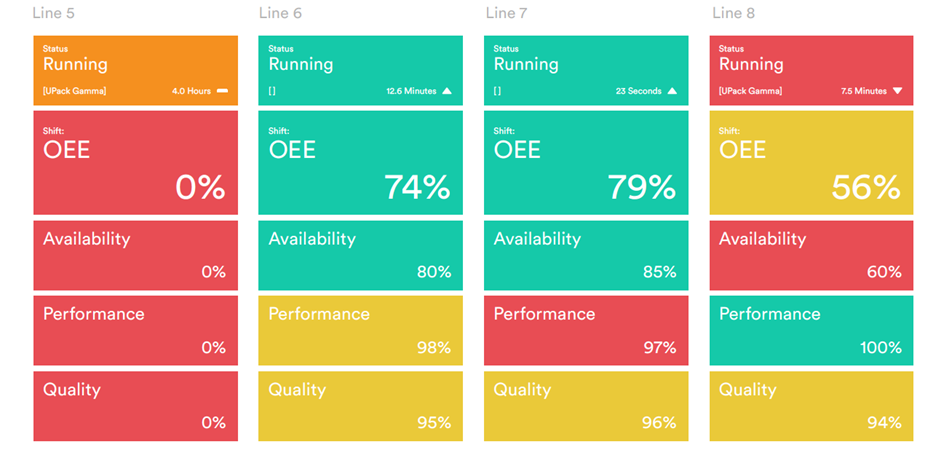
An MES Dashboard showing key performance indicators developed by ACE
using Parsec’s TrakSYS software.
There are many MES solutions and third party integrators. It's best to evaluate new technologies and research what is being done differently and better in the industry. One best practice is to use a solution that localizes the real-time data and system components at the plant floor while pushing the data required for storage and analytics to the cloud where it can be consumed by business stakeholders using their browsers and mobile devices.